Tungsten Rectangular Bar
Overview
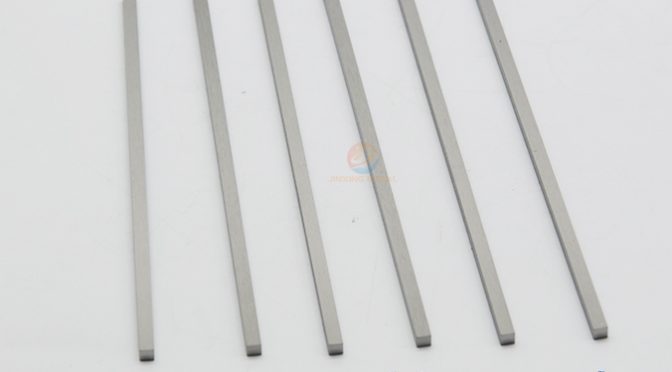
Tungsten rectangular bars are manufactured from high-purity tungsten (≥99.95%) via a rolling process. Thanks to their exceptionally high melting point and resistance to high-temperature deformation, they are commonly used as conductive substrates for flat welding electrodes, plasma electrodes, and electrical discharge electrodes. We offer precision grinding to meet specific tolerance requirements; our undoped pure tungsten bars are suitable for AC applications, while doped, modified versions can be customized to enhance arc ignition and current-carrying capacity.
Advantages
-
Outstanding high-temperature stability and ablation resistance:
Can remain unmelted and undeformed even in extremely high-temperature arc environments. This characteristic enables them to withstand high temperatures and strong arc corrosion during welding or EDM processes, making them less likely to burn out, thereby ensuring long electrode service life and operational reliability.
-
Good electrical and thermal conductivity:
Provides stable and consistent arcs, ensuring heat concentration and stability during welding or processing, thereby improving processing efficiency and product quality.
-
High hardness and wear resistance:
Can maintain sharp or specific end geometry during processing. This not only helps achieve more precise arc control and higher machining accuracy but also significantly reduces electrode wear rates and decreases the frequency of electrode trimming.
-
Strong electron emission capability:
Tungsten has relatively low work loss and can stably emit large amounts of electrons at high temperatures, which is crucial for maintaining a continuous and stable arc.
-
Non-toxic and environmentally friendly:
Tungsten materials are non-toxic and radioactive, making them more suitable for green development and occupational health and safety compared to electrodes containing certain radioactive elements (such as thorium).
Dimension
| Material | W1 |
| Purity | ≥99.95% |
| Width | 1-150mm |
| Thickness | 0.5-10mm |
| Length | 50-2000mm |
| Density | ≥18.5 g/cm³ |
| Melting Point | 3422 ℃ |
| Hardness | 360–500 HV |
| Tensile Strength | 550–1900 MPa |
| Surface | Black skin/Pickled bright/Precision ground |
| MOQ | 1PCS |
| Delivery time | 25-30DAYS |
| Certificate | ISO 9001 |
Application
1. Welding and plasma processing industry
- Non-ferrous metal welding: Pure tungsten square bar and zirconium-tungsten electrodes are core materials for AC welding of aluminum, magnesium, and their alloys. They can stably maintain the arc and produce an excellent "cathodic cleaning" effect, removing surface oxide films.
- Plasma cutting and welding: High-power plasma equipment commonly uses Tungsten Rectangular Bar, which has a larger conductive area and better current-carrying capacity than round tungsten rods, and is specially used for cutting and cladding thick stainless steel, carbon steel, and aluminum alloy plates.
- TION Arc Welding: Narrow seam welding, deep groove welding, dedicated Tungsten square bar for pipeline inner walls, suitable for automated welding fixtures, concentrated arc, less prone to tungsten inclusion.
- Welding of thin-walled metal structural parts: By selecting small-diameter cerium-tungsten or lanthanum-tungsten electrodes combined with low current, precise welding of ultra-thin metal plates can be achieved, effectively preventing twisting and deformation of the workpiece.
2. EDM Machining
- Mold drilling machines, fine hole discharge machines, flat electrodes, processing narrow grooves and shaped cavities;
- Electrodes processed with precision small holes have low loss and stable dimensions, making them suitable for precision plastic molds and die-casting mold processing.
3. Metallurgical and Thermal Equipment
- Vacuum furnace heating electrodes and conductive conductive strips
- Conductive electrodes inside vacuum sintering furnaces and heat treatment furnaces do not deform at high temperatures and are stable in conductivity;
- The side conductive flat electrodes of the melting furnace and electric arc furnace can withstand large currents and resist high-temperature oxidation.
4. Electronics and Semiconductor Industry
- Evaporation source and sputtering conductive electrodes in coating equipment ensure no impurities contaminate the film layer;
- Vacuum tubes, ion sources, vacuum ionization equipment cathodes/anodes and flat electrodes;
- Electrostatic dust removal and ion fan discharge electrodes.
5. Other special working conditions
- High-temperature resistant conductive anodes for electroplating and electrolytic cells;
- Electrodes for flaw detection and arc spraying equipment;
- Conductive electrode bases for nuclear medicine and radiation shielding are used for supporting products.
Processing
(1) Raw material powder production: Using APT as the raw material, high-purity tungsten powder is produced by two-step reduction in a hydrogen atmosphere, mixed evenly with rare earth powders such as cerium oxide and lanthanum oxide, screened to remove impurities, and dried for later use, with purity controlled above 99.95%.
(2) Isostatic pressing blank: The powder is loaded into a rubber mold and coldly isostatically pressed at 150–250 MPa for high-pressure compaction to obtain rectangular raw billets, ensuring uniform internal density and preventing subsequent layering and cracking during rolling.
(3) High-temperature hydrogen sintering: Pre-sintering removes impurities, then transfers to high-temperature furnace sintering. The solid phase diffuses and combines to increase density, resulting in tungsten billet rough material.
(4) High-temperature forging blank: High-temperature forging breaks coarse grains, further densifies, eliminates internal pores, and improves high-temperature toughness.
(5) Rolling and forming: repeated multi-pass high-temperature rolling, interspersed with high-temperature stress relief annealing; Low-temperature rolling with minimal deformation, precisely approaching the thickness and width dimensions required by customers.
(6) Finishing processing: Precise measurement, cutting, acid washing, and scale removal with high precision grinding/polishing to ensure flatness and dimensional tolerances meet conductive electrode assembly requirements.
(7) Finished product inspection: Inspect density, hardness, dimensional tolerances, purity, and surface defects. After passing inspection, proceed to the shipping process.
Tungsten Bar Pictures