Polished Tungsten Foil
Overview
Polished Tungsten Foil is a thin material produced by rolling and other precision processing techniques from the refractory metal tungsten. It possesses characteristics including a high melting point, high strength, high elastic modulus, low thermal expansion coefficient, low vapour pressure, excellent electrical and thermal conductivity, and outstanding corrosion resistance. It finds extensive application across electronics, power generation, vacuum tubes and light sources, medical technology, and metallurgy. Its dimensional specifications and surface treatments can be customised to meet diverse client requirements. Should you wish to enquire about product pricing, please do not hesitate to contact us via email.
Tungsten Advantages
- Tungsten possesses exceptional tensile strength and hardness among metals, maintaining structural integrity even when fabricated into thin foil strips, resisting deformation or fracture.
- Its low coefficient of linear expansion and strong resistance to thermal expansion ensure outstanding performance under high-temperature conditions, withstanding thermal creep and thermal stress to prolong foil strip service life.
- With a melting point of 3422°C, it remains unmelted at elevated temperatures with minimal volatilisation, meeting the demands for extended foil strip usage in high-heat environments.
- Its chemically stable nature and robust corrosion resistance, coupled with a smooth surface and high friction resistance, render it suitable for corrosive environments or high-friction applications.
- Possessing excellent electrical and thermal conductivity, alongside resistance to oxidation and corrosion, it ensures long-term stable operation in complex conditions.
Dimension
| Material |
W1/W2 |
|
Purity |
≥99.5% |
| Thickness |
0.025-5mm |
| Width |
5-400mm |
| Length |
50-1500mm |
| Density |
19.3 g/cm³ |
|
Surface Finish |
Mirror, Matte, Smooth |
| Standard |
ASTM B760 |
| Certification |
ISO 9001 |
Polished Tungsten Foil Application
- Aerospace and Defence: Employed in manufacturing rocket nozzles, thermal shielding, combustion chambers, engine components, radiation shielding, and structural assemblies capable of withstanding extreme temperatures and radiation environments.
- Electronics and Electrical Engineering: Used for producing cathodes and anode leads in vacuum tubes, electrode materials for semiconductor devices, and substrate materials for precision resistor components, suitable for high-frequency and high-temperature operating conditions.
- High-Temperature Heating Applications: Employed in heating bands and heating elements for high-temperature furnaces, particularly suited for vacuum or inert gas-protected high-temperature heating scenarios (e.g., metal heat treatment, laboratory high-temperature equipment).
- Lighting and Electrical Light Sources: Utilised as heating elements or support structures in sodium vapour lamps, filaments, electro-vacuum tubes, and high-pressure discharge lamps, leveraging its low vapour pressure and high melting point.
- Precision instruments and medical applications: Manufacture of X-ray tube targets, high-frequency conductive components in medical equipment, and contacts/connection strips for precision instruments, balancing high strength with stable conductivity.
- Chemical and metallurgical processing: Employed as heat exchangers, heating elements, corrosion-resistant components in chemical processing, and assemblies for high-temperature vacuum furnaces.
Tungsten Foil Processing
① Select high-purity tungsten powder (typically ≥99.95% purity), ensuring uniform particle size distribution. Remove impurities and subject the powder to drying treatment to prevent compromising subsequent forming density.
② Process the treated tungsten powder into bar-shaped billets via cold isostatic pressing or die pressing, ensuring uniform billet density and minimising internal porosity.
③ Place the billets in a vacuum or hydrogen-protected furnace and sinter at 2000–2300°C to achieve metallurgical bonding of tungsten particles, forming a dense tungsten bar blank.
④ The sintered billet undergoes hot forging to reduce hardness and improve plasticity. It is then cold-rolled through multiple passes to gradually achieve the target thickness, requiring repeated intermediate annealing to relieve work hardening and prevent cracking.
⑤ The cold-rolled strip is then levelled, undergoes surface pickling and mirror finishing, followed by precision edge trimming to produce narrow strips, ensuring dimensional tolerances.
⑥ Final annealing at 800-1000°C optimises grain structure and mechanical properties. The product is subsequently tested for dimensional accuracy, surface roughness, and mechanical properties. Upon passing inspection, it is packaged and dispatched.
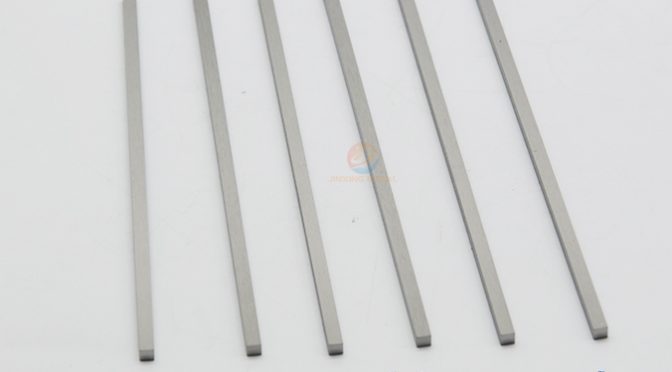
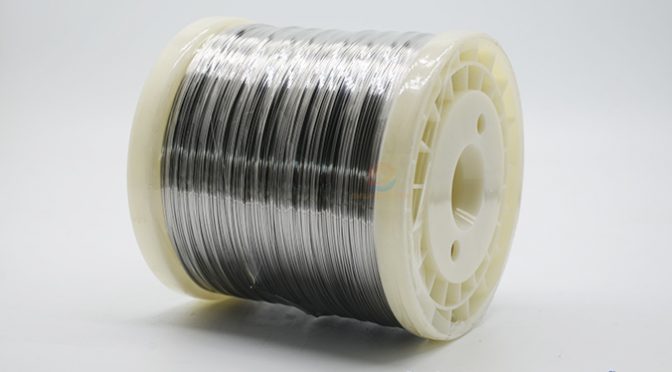
Polished Tungsten Foil Pictures